АВАРИЙНЫЕ РАССЛЕДОВАНИЯ
При работе с дорогостоящим станочным оборудованием нередко возникает проблема контроля его безопасной эксплуатации, а также вопрос восстановления хронологии событий нештатных ситуаций.
Когда произошел инцидент
который привел к поломке
Как оценить
степень повреждения
Какие действия
оператора привели к поломке
Как вывести поврежденное
оборудование из эксплуатации
Все эти вопросы требуют серьезной проработки, а без синхронизированных точных данных о работе станка сделать это не представляется возможным. Недопустимо также в подобной ситуации руководствоваться данными, полученными посредством устройств обратной связи от оператора, т.к. достоверность таких данных в случае ЧП, как правило, не соответствует допустимым нормам.
Недостаточно и показать среднестатистическому пользователю системы все снимаемые параметры для того, чтобы можно было составить ясную картину происходящего. В таком массиве данных без предварительной обработки может запутаться даже очень хороший специалист.
Именно по этой причине система мониторинга станков CNC-VISION выгружает данные уже в обработанном виде, позволяя пользователю получить ответы на основные вопросы.
Имея под рукой линейную диаграмму интеллектуальных статусов CNC-VISION, синхронизированную с :
- Графиком скорости вращения шпинделя
- Графиком нагрузки на шпиндель
- Графиком положения рабочих осей
- Графиком положения регулятора настройки скорости
- Графиком счетчика деталей
- Журналом ошибок
Вы без труда сможете восстановить хронологию происходящих на станке процессов, что позволить выявить проблему и не допустить её повторения.
Чтобы наглядно продемонстрировать Вам возможности системы перейдем к конкретному примеру:
Экспертное заключение
Станок: Doosan Puma 700 #1202
Система сбора данных: CNC-Vision (Демо-версия)
Исследуемое событие: Срабатывание защиты по току 01.02.2017 и 03.02.2017
01.02.2017
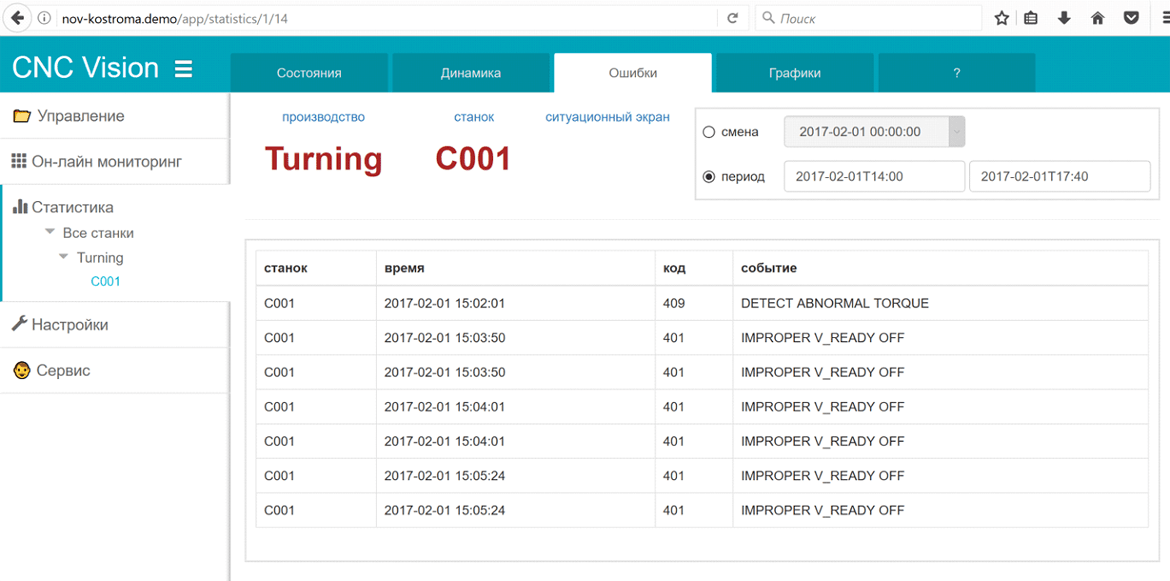
01.02.2017 в 15:02:01 (системное время станка) Система ЧПУ зарегистрировала превышение допустимой нагрузки по оси «Z» — ошибка № 409. Данная ошибка возникает, либо при наезде на препятствие с относительно небольшой скоростью, либо при наезде на нежесткое препятствие. В противном случае ранее происходит срабатывание защиты по рассогласованию (ошибка №410).
Последующая череда ошибок №401 указывает на попытку оператора перезапустить привода станка, скорее всего с открытой дверью в рабочую зону.
Временной график состояний станка
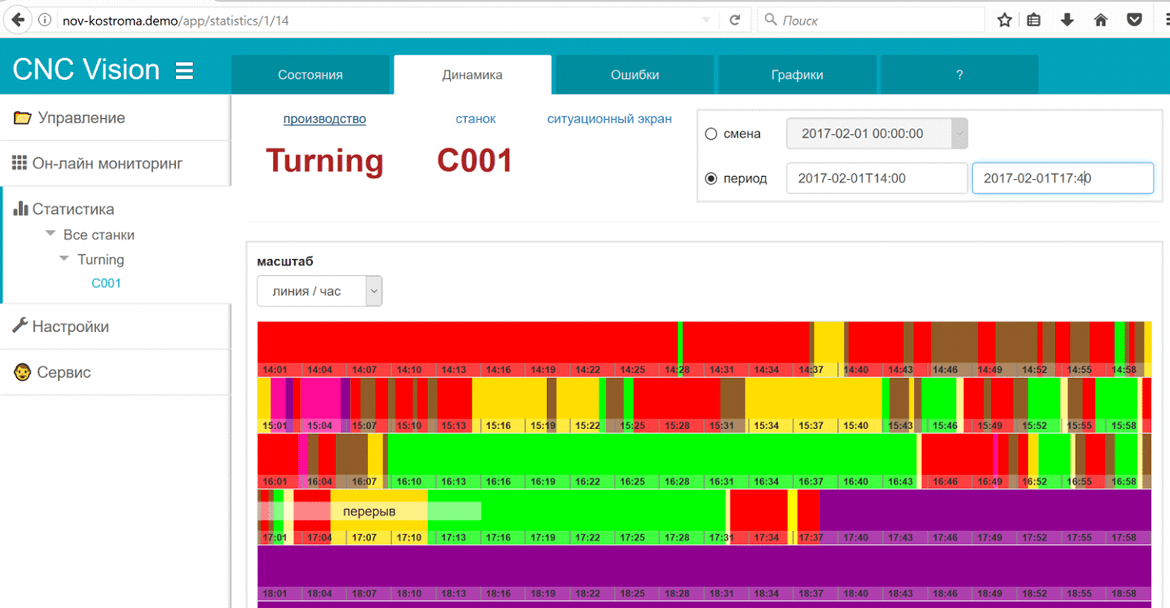
На временном графике состояний станка видно, что перед столкновением станок 40 секунд находился в ручном режиме (Коричневый цвет после метки 14:58), затем был переведен при помощи ключа в режим «наладка» (Желтый цвет) и через одну минуту 20 сек произошло столкновение (Розовый цвет). Через 1 минуту после столкновения питание станка было выключено на 30 сек. (Фиолетовый цвет) – оператор выполнил перезагрузку ЧПУ для сброса ошибки. Последующее чередование состояния «Простой» (Красный цвет) и «Ручной режим» (Коричневый цвет) указывает на периодическую деятельность с перерывами, во время которых станок был включен без каких либо действий со стороны оператора.
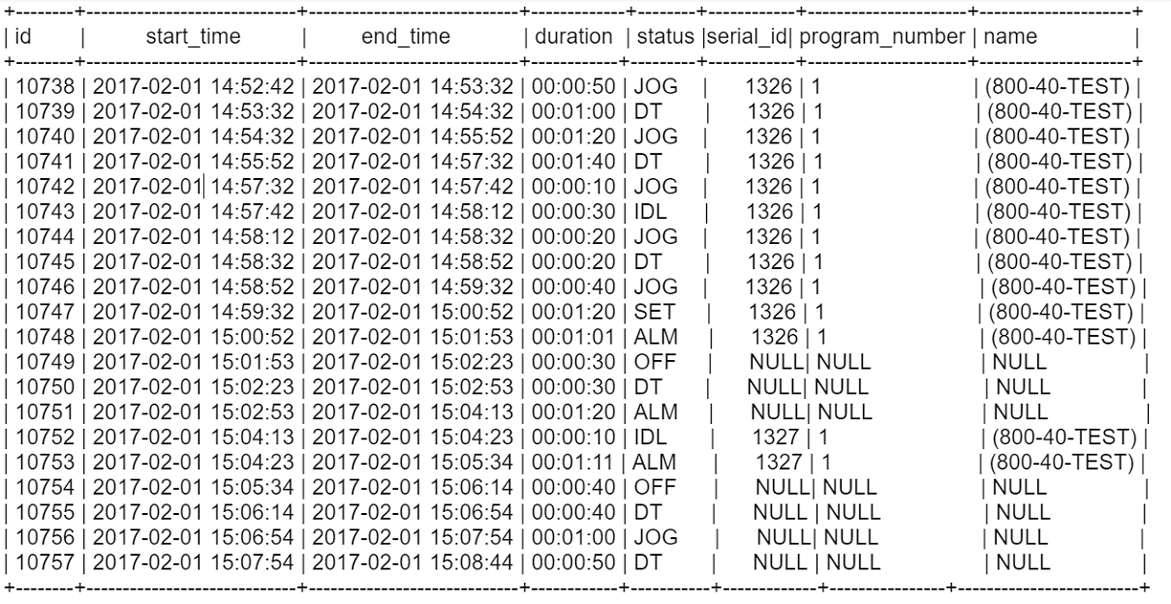
Фрагмент базы данных :
03.02.2017
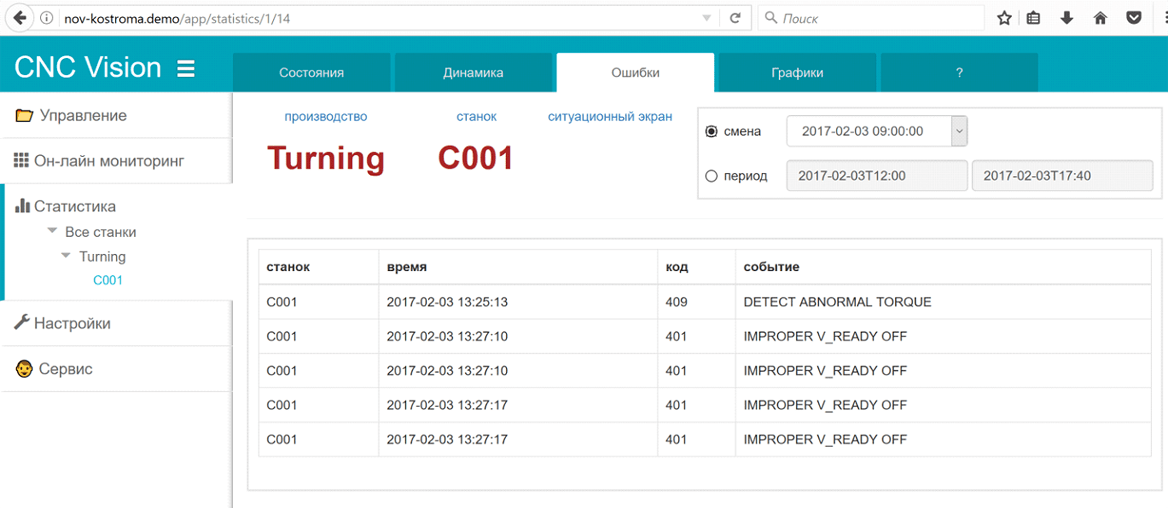
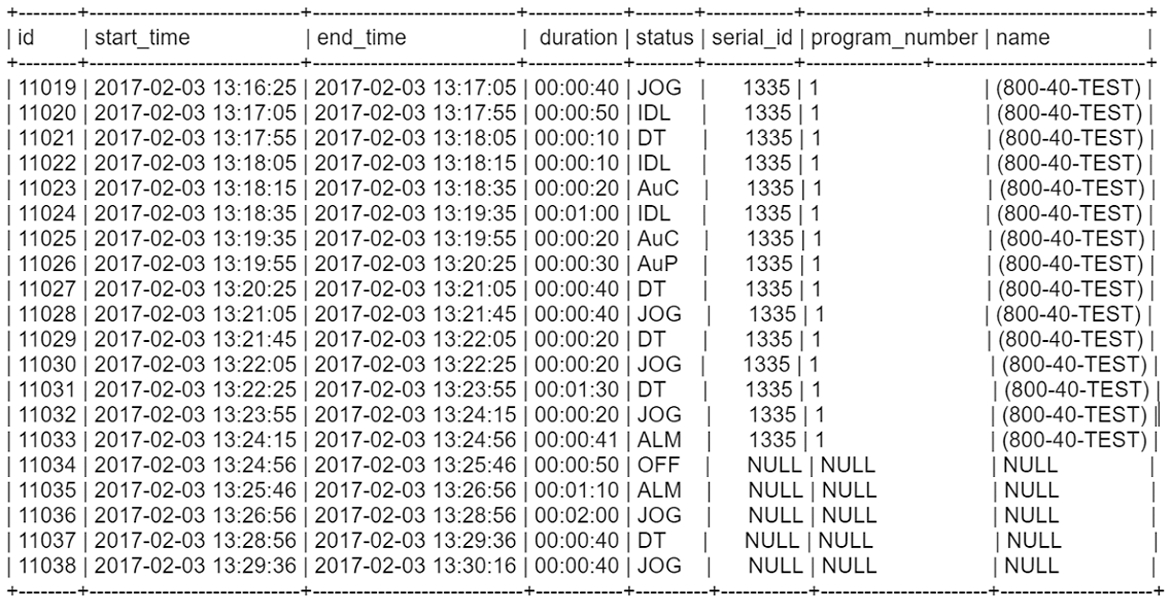
03.02.2017 в 13:25:13 (системное время станка) Система ЧПУ зарегистрировала превышение допустимой нагрузки по оси «X» — ошибка № 409. Данная ошибка возникает, либо при наезде на препятствие с относительно небольшой скоростью, либо при наезде на нежесткое препятствие. В противном случае ранее происходит срабатывание защиты по рассогласованию (ошибка №410).
Последующая череда ошибок №401 указывает на попытку оператора перезапустить привода станка, скорее всего с открытой дверью в рабочую зону.
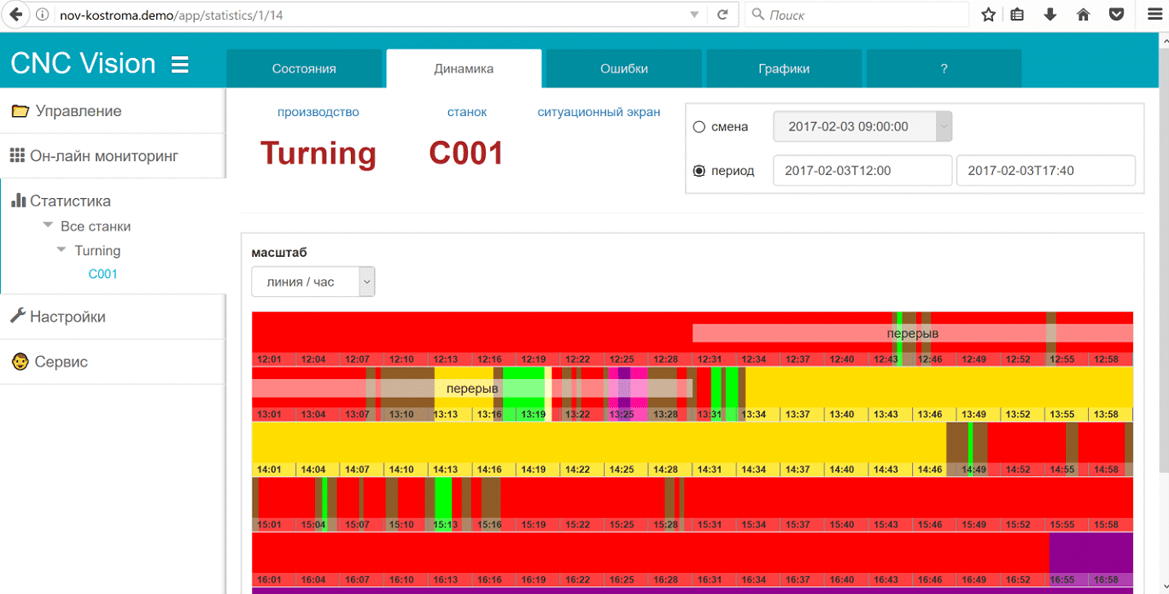
На временном графике состояний станка видно, что после остановки в 13:19:55 программы O0001 (800-40-TEST) по команде M00/M01 (технологический останов), станок в 13:21:05 был переведен в ручной режим и находился в нем вплоть до столкновения (Розовый цвет). Через 40 сек после столкновения питание станка было выключено на 50 сек. (Фиолетовый цвет) – оператор выполнил перезагрузку ЧПУ для сброса ошибки.
Фрагмент базы данных :
Примечание
Особенности работы в демо режиме:
— Доступ к графикам нагрузки и выпуска детали хранится 24 часа. На момент составления отчета соответствующие графики утеряны
— Частота опроса станка уменьшена с 1 раза в секунду до 1 раза в 10 секунд.